 +86 138 8989 6699
+86 138 8989 6699 


























RKS fluid was founded in 1997. We are a production workshop for both foundry and machining, research & development center, and quality inspection cent...

Swing check valve is mounted with a disc that swings on a hinge or shaft. The disc swings off the seat to allow forward flow and when the flow is stop...

Features: Fully bore globe pattern design, lowest head loss while fully open Keep stable working condition even the flow rate close to zero High sens...

Ⅰ Business area: fluid control products, technology and environmental protection products. Ⅱ Advanced CNC machining centers, professional process ce...

RKS fluid was founded in 1997. We are a production workshop for both foundry and machining, research & development center, and quality inspection cent...

Series: SASQUATCH series soft seal gate valve Port size: DN50 - DN900 (NPS2-NPS36) Pressure rating: PN10, PN16 Temperature: 0℃~80℃ Connection: Flange Certificate: CE ,WRAS,API,OHSAS18001:2007,ISO9001:2015


Butterfly valves have been around for a long time, and are used for a variety of applications. They made their first appearance during the 1930s, and have been utilized by several industries ever since. Often made out of cast iron, butterfly valve's name is based from the functionality of its disc.

The wafer butterfly valve is one of the most common types of valves in industrial pipelines. The structure of wafer butterfly valve itself is relatively small. It is only necessary to put the butterfly valve in the middle of the flange at both ends of the pipe, and use the stud bolt to pass through the pipe flange and the pair.
 Work?")

Valves are the most common equipment in chemical companies. It seems easy to install valves, but if they are not implemented in accordance with the re...

The manual valve is a valve operated by the handle and the hand wheel, and is a commonly used valve on the equipment pipeline.

DIN standard now uses EN standard structure length
EN 558-1 PN flange connection valve construction length (instead of DIN 3202), EN 558-2 CLASS flange connection valve construction length (instead of BS2080), EN 12982 butt weld end valve construction length (instead of DIN 3202), DIN standard The length of the structure including the length of the API valve is basically the same as the length of the GB...

The butterfly valve disc is a key component of the butterfly valve, which acts on closing and opening and closing. Butterfly valve seat and butterfly ...

Resilient-seated gate valve with bolted cover connection; made of ductile iron materials and with epoxy coating, designed as both clockwise and anti-c...
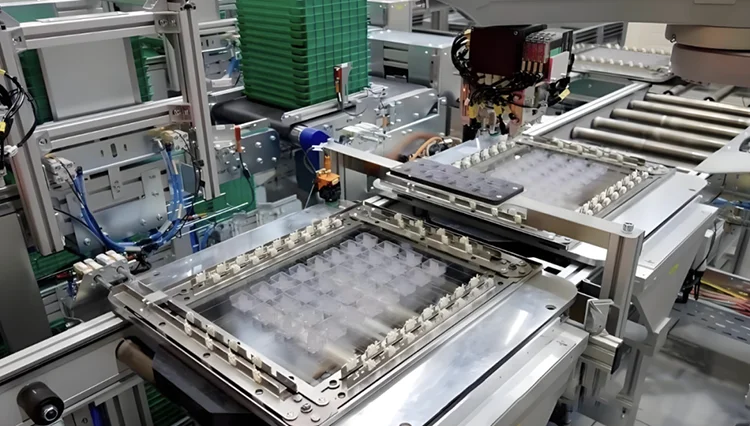
What is Kieselguhr Filter? What's the working principle of Kieselguhr Filter? The kieselguhr filter (Candle filter / Cake Filter) which we for customized for fluorine chemical plant six more lithium fluoride phosphate phosphorus process have been installed and working for two years

MINOTAUR series replaceable seat high performance butterfly valve
Polyvinyl alcohol (PVA) resins are widely used in textiles, papermaking, pharmaceuticals, and specialty chemicals due to their excellent film-forming ability, adhesion, and biodegradability. However, during production, PVA solutions often retain catalyst residues, unreacted monomers, and colloidal particles. These “micron-level impurities” have a direct impact on product quality, especially for medical-grade and electronic-grade PVA.
Traditional filtration technologies struggle with high viscosity, high purity requirements, and extremely fine particles, making filtration the most challenging step in the entire production chain. The introduction of candle filters is now providing a breakthrough solution for these long-standing issues.
1. The Challenge: Removing Sub-Micron Impurities from PVA Resin
PVA production involves polymerization, alcoholysis, washing, drying, and multiple intermediate steps. Filtration and purification are crucial for determining the final product grade. For medical-grade PVA, the U.S. Pharmacopeia (USP) specifies:
Yet traditional filtration systems face the following limitations:
Some manufacturers have even experienced export rejection due to 0.3 μm catalyst residues—highlighting how critical ultra-fine filtration has become.
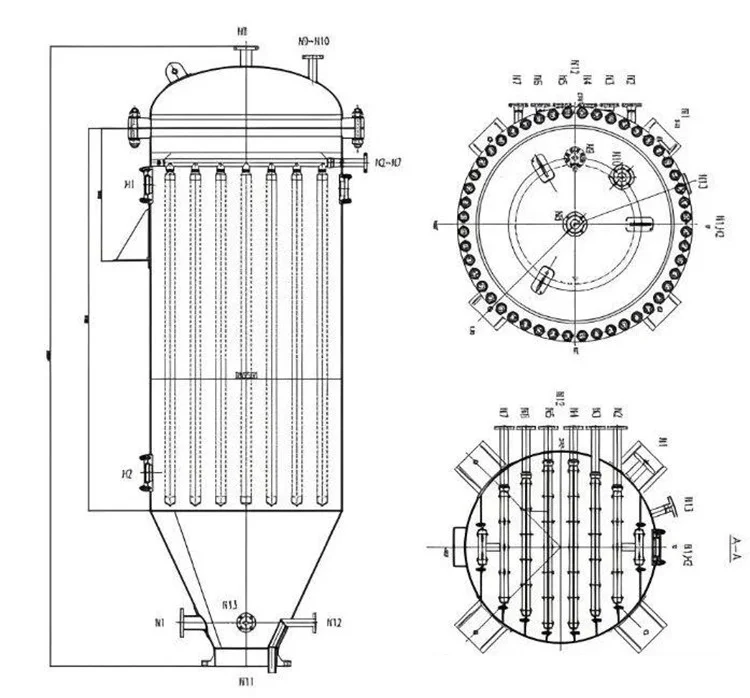
2. Candle Filter: A “Molecular-Level” Separation System
The strength of candle filters comes from the combination of gradient filtration and dynamic cake discharge (self-cleaning).
1. Gradient Filtration Structure (50 μm → 0.45 μm)
This layered structure enables stable, high-accuracy separation even with high-viscosity liquids.
2. Reverse Pulse Self-Cleaning
When the pressure drop reaches 0.5 MPa, the system triggers automatic pulse cleaning:
This prevents filter blockage, extends service life, and ensures consistent filtration quality.
3. Four Key Advantages for PVA Filtration Lines
1) High Precision for Medical and Electronic Grades
2) Lower Energy and Material Consumption
3) Intelligent Automated Control
4) Longer Service Life and Lower Maintenance Costs
4. Future Directions: Toward Smarter and More Flexible Filtration
As PVA applications expand into lithium-battery separators, LCD polarizer films, and medical film materials, filtration requirements are becoming even more demanding. New developments include:
Reach out to us for your customized candle filter solution.